
Характеристики и описание
- Производство:Пенобетона
Комплекты оборудования
Пенобетон, линия 40 м3 в смену (на золе-уноса)
Пенобетон, линия 80 м3 в смену (на золе-уноса)

Пенобетон, линия 40 м3 в смену (на песке)
Пенобетон, линия 80 м3 в смену (на песке)

Пенобетон, полистиролбетон. Универсальная линия 40 м3 в смену (на золе-уноса)
Пенобетон, полистиролбетон. Универсальная линия 80 м3 в смену (на золе-уноса)
Пенобетон, полистиролбетон. Универсальная линия 40 м3 в смену (на песке)
Пенобетон, полистиролбетон. Универсальная линия 80 м3 в смену (на песке)
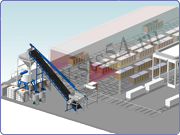
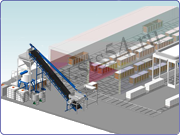
С целью удовлетворения стремительно возрастающего спроса на изделия из неавтоклавного пенобетона все больше внимания уделяется вопросам создания современных автоматизированных мини-заводов и повышения эффективности действующих мощностей по производству данного строительного материала. Возрастает наукоемкость технологий, совершенствуется производственное оборудование, увеличивается степень автоматизации всех технологических процессов производства, и это для единственной цели – получения качественной и конкурентоспособной продукции, отвечающей современным потребительским требованиям и методам строительства.
Идя в ногу со временем, Компания Строительные Технологии Сибири проектирует и комплектует автоматизированные заводы для производства изделий из неавтоклавного пенобетона. Основной концепцией при разработке данных технологических линий является управление уровнем качества и стабильностью параметров производимой продукции на стадии проектирования технологических приемов и компонентного состава пенобетонной смеси с максимальным учетом степени их взаимодействия, а также разработке систем автоматизации и контроля качества на всех стадиях производства изделий.
В состав завода входят:
- Участок хранения, подготовки и подачи сырьевых материалов;
- Смесительный участок;
- Участок формовки;
- Участок тепловой обработки;
- Участок распиловки пенобетонного массива;
- Участок складирования готовой продукции.
Автоматизация технологических процессов изготовления изделий из неавтоклавного пенобетона позволяет не только снизить себестоимость продукции, но и в значительной степени повысить стабильность ее основных свойств, минимизируя влияние человеческого фактора, особенно в процессе дозирования сырьевых компонентов и распиловки массива пенобетона на блоки заданных размеров.
Участок приема, хранения и подготовки сырьевых материалов и компонентов.
Исходные компоненты для приготовления пенобетонных смесей должны удовлетворять требованиям стандартов и технических условий на эти материалы и обеспечивать получение изделий с заданными свойствами.
В качестве вяжущего для приготовления пенобетона следует использовать порт-ландцемент ПЦ-500 Д0, ПЦ-400 Д20 по ГОСТ 30515, и ГОСТ 10178. В качестве наполнителя для приготовления пенобетона следует использовать промытый речной песок, или золу-уноса по ГОСТ 25818-91. Песок не должен содержать зерна крупнее 2 мм. Содержание пылевидных и глинистых частиц должно быть не более 2-3 %. Песок должен содержать SiO2 (общий) не менее 90% или кварца не менее 75%. Вода затворения должна удовлетворять требованиям ГОСТ 23732. В качестве регуляторов структурообразования следует использовать модифицирующие добавки – пластификаторы и ускорители твердения. В качестве пенообразующей добавки используются пенообразователи, удовлетворяющие требованиям стандартов и технических условий на эти материалы и обеспечивающие получение пены с заданными характеристиками.
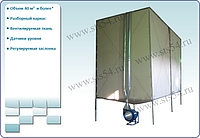
1. Прием и хранение мелкодисперсных материалов (цемент, зола-уноса).
Для приема и хранения мелкодисперсных материалов используются специальные бункера (силоса), объем которых рассчитывается исходя из производительности мини-завода. Доставка материалов осуществляется автоцементовозами. Загрузка цемента и золы-уноса в силоса осуществляется по цементопроводу с помощью пневмонагнетателя автоцементовоза. Силоса снабжены системой аэрации, фильтрами и вибропобудителями.


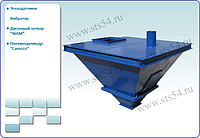
2. Прием, хранение и подготовка песка.
Доставка песка осуществляется автосамосвалами. Песок загружается автосамосвалом или фронтальным погрузчиком в приемный бункер (объем бункера рассчитывается исходя из производительности мини-завода). Из бункера песок поступает на виброгрохот, с помощью которого происходит отсеивание засоряющих включений и зерен песка крупнее 2 мм. Просеянный песок по ленточному транспортеру поступает в дозатор. Управление всеми механизмами производится с единого пульта управления.


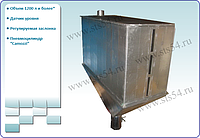
3. Подготовка воды затворения.
Для подготовки воды затворения применяется Комплекс подготовки воды проходного типа. Комплекс предназначен для подогрева, поддержания заданной температуры и напорного дозирования в технологическом процессе воды в количестве, заданном оператором. Подогрев воды и транспортировка в накопительную ёмкость производится с помощью электрокотла и системы гидроциркуляции. Управление и регулировка параметров осуществляется оператором. Дозирование осуществляется в определённом объёме, предварительно заданным оператором.



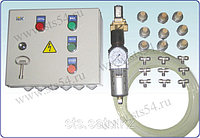
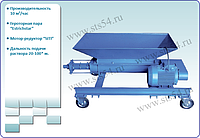
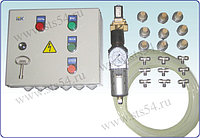
Смесительный участок (приготовление пенобетонной смеси).
В состав смесительного участка входят: эстакада, система управления, весовые дозаторы, пенобетоносмесительная установка со встроенным пеногенератором, компрессор. Дозаторы цемента и песка устанавливаются на эстакаде, под дозаторами устанавливается пенобетоносмесительная установка. Все управление подачей расходных материалов производится с пульта управления, который обслуживает один человек. В емкость для приготовления рабочего раствора пенообразователя добавляется пеноконцентрат и вода, в соотношении, указанном в инструкции по применению пенообразователя, а в емкость для приготовления раствора хим. добавок необходимые реактивы. Жидкие компоненты перемешиваются, и по программе дозируются в пенобетоносмеситель. Включается компрессорная установка (в соответствии с инструкцией по эксплуатации). Оптимальное давление воздуха, для стабильной работы пеногенераторной установки 2-6 атм.Вода с помощью насоса подается в пенобетоносмеситель. Дозирование воды осуществляется с помощью электронного дозатора воды, входящего в состав Комплекса подготовки воды. Мелкодисперсные материалы (цемент, зола-уноса) с помощью шнекового питателя поочередно поступают в весовой дозатор в соответствии с нормой расхода для соответствующей средней плотности пенобетона, далее материалы поступают в пенобетоносмесительную установку. При использовании в качестве инертного наполнителя песка, песок из накопительного бункера подается на виброгрохот для просеивания, затем с помощью ленточного транспортера поступает в весовой дозатор и далее в пенобетоносмесительную установку.
После загрузки всех компонентов, раствор перемешивается в течение 2-5 минут до однородного состояния. После завершения приготовления раствора, оператор включает пеногенераторную установку, и техническая пена заданной кратности поступает в пенобетоносмеситель в количестве, необходимом для получения требуемого объема пенобетонной смеси. Оператор осуществляет визуальный контроль за объемом смеси. Пенобетонная смесь перемешивается в течение 3-5 минут.


Участок формовки.
Готовая пенобетонная смесь через сливной кран смесителя, с помощью избыточного давления, по резиновому растворопроводу равномерно разливается в формы. Форма состоит из двух частей: поддона и съемных, взаимозаменяемых бортов. Поддон представляет собой тележку на четырех колесах с металлическим каркасом и основанием из влагостойкой фанеры. Перед заливкой пенобетонной смеси, съемные борта смазываются и устанавливаются на поддон.
Был online: Давно

Рейтинг не сформирован
9 лет на Prom.md
Отзывы о продавце
Об этом продавце пока что нет отзывов.
Похожее у продавца


















Покупают вместе у этого продавца










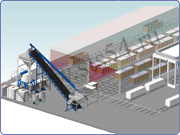

Автоматизированные линии для производства пенобетона
В наличии
Цену уточняйте
Доставка
 Самовывоз
Самовывоз
Оплата и гарантии
 Наличными
Наличными
Похожее у других продавцов










